本文探討了鐵路貨車轉(zhuǎn)向架用搖枕的鑄造凝固過(guò)程模擬和工藝優(yōu)化內(nèi)容。
鑄造凝固模擬軟件作為一種有效的鑄造工藝設(shè)計(jì)和優(yōu)化工具在全球的鑄造行業(yè)中得到了廣泛的應(yīng)用。本文利用Pr oCAST軟件對(duì)鐵路貨車轉(zhuǎn)向架用搖枕的凝固過(guò)程進(jìn)行了數(shù)值模擬,并根據(jù)模擬結(jié)果,對(duì)搖枕原有鑄造工藝提出了進(jìn)一步的改進(jìn)措施,使鑄件的補(bǔ)縮和凝固更加合理。
一、概述
鑄件凝固過(guò)程的模擬仿真是科學(xué)發(fā)展的前沿,是改造傳統(tǒng)鑄造業(yè)的必由之路。經(jīng)過(guò)數(shù)年的發(fā)展,鑄件凝固過(guò)程的模擬仿真已發(fā)展到工程實(shí)用化階段,相關(guān)的應(yīng)用軟件已經(jīng)研發(fā)成功,如MAGMA、ProCAST 、華鑄及中華之星等,并得到了廣泛應(yīng)用( 如ProCAST 在北京二七車輛廠、青島四方鑄鋼廠和齊齊哈爾車輛廠得到應(yīng)用) 。ProCAST是一種基于有限元理論的通用數(shù)值模擬軟件,用于輔助鑄造工藝設(shè)計(jì)和優(yōu)化,通過(guò)數(shù)值模擬和物理模擬相結(jié)合的方法,實(shí)現(xiàn)了計(jì)算機(jī)模擬生產(chǎn),動(dòng)態(tài)顯示工藝歷程,預(yù)測(cè)缺陷,輔助工藝改進(jìn),最終能夠達(dá)到控制鑄件質(zhì)量的目的。
搖枕是鐵路貨車轉(zhuǎn)向架上重要鑄鋼件之一,在滿足強(qiáng)度的條件下,通過(guò)改變搖枕結(jié)構(gòu),減少其重量是實(shí)現(xiàn)貨車輕量化并提高運(yùn)載能力的有效方法。搖枕結(jié)構(gòu)復(fù)雜,主要采用鑄造工藝方法生產(chǎn),且鑄造工藝較為復(fù)雜,當(dāng)鑄件結(jié)構(gòu)改變時(shí),鑄造工藝必然要進(jìn)行相應(yīng)的調(diào)整。目前工廠大多采用建立在大量試驗(yàn)基礎(chǔ)上的試錯(cuò)法來(lái)確定搖枕的鑄造工藝,生產(chǎn)成本高且生產(chǎn)周期較長(zhǎng)。本文利用ProCAST軟件對(duì)結(jié)構(gòu)改變后搖枕的凝固過(guò)程進(jìn)行了數(shù)值模擬,并根據(jù)模擬結(jié)果預(yù)測(cè)缺陷,指導(dǎo)工藝改進(jìn)。在模擬結(jié)果的指導(dǎo)下,工廠以較短的時(shí)間和較低的成本生產(chǎn)出了質(zhì)量合格的搖枕鑄件。
二、搖枕的模擬建模
1. 搖枕的CAD 建模和網(wǎng)格劃分
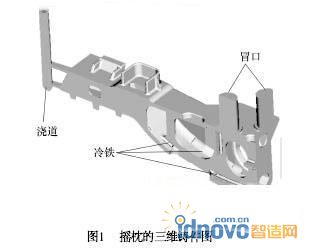
模擬計(jì)算中三維圖形的建立采用通用建模軟件Pro/engineer,搖枕的三維鑄件如圖1 所示。首先在Pro/engineer中建模和劃分面網(wǎng)格,然后利用Pro/engineer與ProCAST 之間的通用接口,將劃分好的有限元面網(wǎng)格導(dǎo)入ProCAST中進(jìn)行體網(wǎng)格的劃分。在進(jìn)行剖分時(shí),由于鑄件的體積大,需選擇合適的剖分參數(shù),既要保證計(jì)算的精度,又不能使網(wǎng)格數(shù)量太多,以節(jié)省運(yùn)算時(shí)間,便于調(diào)試。模擬計(jì)算中,鑄件面網(wǎng)格尺寸取18mm,冷鐵取22mm,砂型取100mm,最終整個(gè)模型共劃分為49437個(gè)節(jié)點(diǎn)和538422個(gè)單元。
2. 熱物參數(shù)的選擇
搖枕自1999年開(kāi)始采用AAR的B級(jí)鋼,其成分要求在TB/T2942 —1999中規(guī)定為:wC<0. 32% 、wMn< 0.90%、wP <0.04% 、wS <0.04% 、wSi<1.50 %。鑒于目前B 級(jí)鋼的參數(shù)不齊全,在本模擬中采用Pro-CAST 軟件據(jù)庫(kù)中與B 級(jí)鋼極為相近的鋼種AISI5132 ,采用該鋼種的原因如下:
( 1) 根據(jù)經(jīng)驗(yàn),模擬計(jì)算的精度主要取決于碳和錳的含量,其他化學(xué)成分的影響較小。
( 2) AISI5132 鋼種的各項(xiàng)熱物參數(shù)齊全,有利于保證模擬精度。模擬所需的參數(shù)一般包括導(dǎo)熱系數(shù)、密度、比熱、固相分?jǐn)?shù)、固相線溫度、液相線溫度、結(jié)晶潛熱和粘度,該鋼種的熱物參數(shù)見(jiàn)表1。造型用砂為石英砂,其熱物參數(shù)見(jiàn)表2。

3. 邊界條件
考慮到模型的對(duì)稱性,搖枕計(jì)算模型的邊界條件包括兩個(gè)面對(duì)稱邊界條件,即取搖枕的1/4建模,澆注溫度1357℃。充型速度的計(jì)算如下:
充型速度由下式確定:
v = m/ A·ρ·t
式中 m———鑄件的重量,kg;
A———澆道橫截面面積,mm2;
v ———充型速度,m/s;
ρ———鋼液的密度,kg/dm 3
t ———充型時(shí)間,s 。
一個(gè)搖枕鑄件及澆冒口的重量為780kg。澆道橫截面面積:
Ay = π·R2 = 3.14 ×0. 032 = 0.002826m 2
A= 2Ay = 2×0.002826 = 0.005652m 2
搖枕實(shí)際充型時(shí)間是35~45s;鋼液的密度取7.74×103kg/m3。由以上數(shù)據(jù)可以計(jì)算出搖枕的充型速度:vmax = 0.75m/s; v min = 0.44m/ s
三、原工藝新結(jié)構(gòu)的搖枕模擬結(jié)果
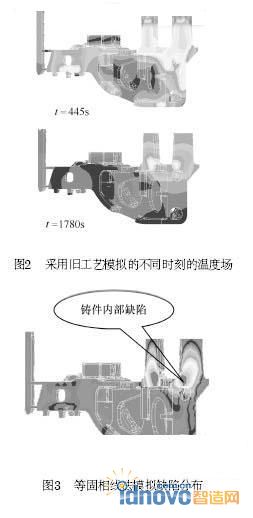
首先采用舊工藝對(duì)改進(jìn)結(jié)構(gòu)后的搖枕進(jìn)行凝固模擬計(jì)算,模擬計(jì)算的澆注時(shí)間為32s,與實(shí)際澆注時(shí)間35~45s基本相符。圖2是兩個(gè)不同凝固時(shí)刻的溫度場(chǎng)計(jì)算結(jié)果,用等固相線法所預(yù)測(cè)的缺陷分布模擬計(jì)算結(jié)果如圖3所示。圖2表明冒口下部的凝固順序不盡合理,可能形成縮孔、縮松缺陷; 圖3表明搖枕上部的冒口補(bǔ)縮能力不足,鑄件內(nèi)有較嚴(yán)重的縮松缺陷,為此需對(duì)工藝加以改進(jìn)。
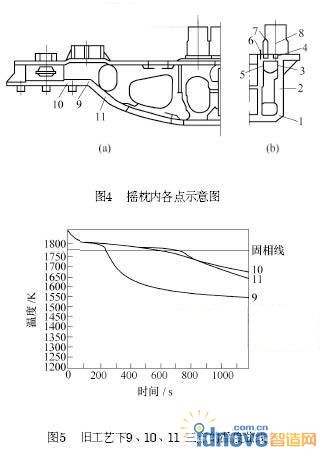
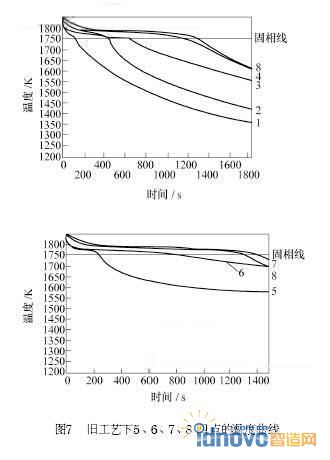
為分析搖枕局部位置的凝固順序是否合理,在圖4a和圖4b中選擇11個(gè)點(diǎn),記錄其冷卻曲線。圖4a中各點(diǎn)的冷卻曲線如圖5所示。由圖5可知,凝固順序?yàn)椋?→11→10,即9點(diǎn)最先凝固,保證了彎曲處( 主要的受力部位) 鑄件材料的致密性。在圖4b中各點(diǎn)的冷卻曲線如圖6、圖7所示。由圖6可知凝固順序?yàn)椋?→2→3→4→8 。由圖7可知凝固順序?yàn)椋?→6→8→7 ,此凝固順序表明,搖枕中間與心盤(pán)接觸的臺(tái)面不能得到充分的補(bǔ)縮。
四、工藝改進(jìn)方案
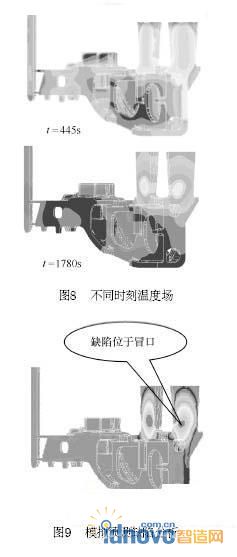
加大后冒口尺寸,將側(cè)壁三角筋尺寸加大,垂直方向尺寸由75mm改為110mm,筋的水平方向尺寸及厚度不變,仍分別為75mm、14mm。圖8是側(cè)筋尺寸改變后的不同時(shí)刻溫度場(chǎng)分布,與只加大冒口尺寸時(shí)的溫度場(chǎng)比較可以看出,t = 445s的溫度場(chǎng)有較明顯的改進(jìn)。等固相線法模擬預(yù)測(cè)缺陷分布如圖9所示,從中可以看出,最后凝固區(qū)完全轉(zhuǎn)移至冒口中,凝固順序變得更為合理。
為分析局部區(qū)域凝固順序的情況,在搖枕上取如圖4所示的11個(gè)點(diǎn)。圖4a中各點(diǎn)的溫度曲線如圖10所示。
由圖10可知,凝固順序?yàn)? →10 (11) ,9點(diǎn)優(yōu)先凝固,保證了彎曲處鑄件組織的致密性。圖4b中各點(diǎn)的溫度曲線如圖11 、圖12所示。
由圖11可知,凝固順序?yàn)?→2→3→4→8 。此局部區(qū)域凝固順序合理,補(bǔ)縮冒口的作用得到充分發(fā)揮。
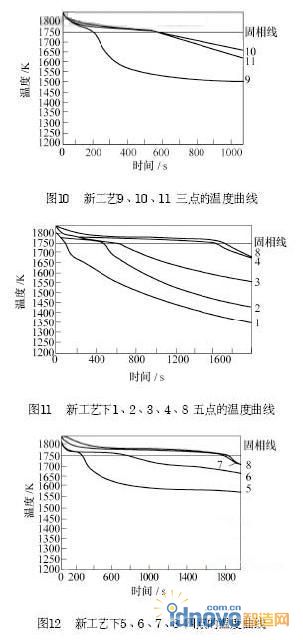
由圖12可知,凝固順序?yàn)? →6→7→8 ,此凝固順序表明,搖枕中間與心盤(pán)接觸的臺(tái)面能得到有效補(bǔ)縮。
五、結(jié)語(yǔ)
( 1) 鑄件凝固溫度場(chǎng)計(jì)算機(jī)模擬可以很好地預(yù)測(cè)鑄件生產(chǎn)中收縮引起的孔洞類缺陷,為改進(jìn)鑄造工藝和結(jié)構(gòu)提供重要的技術(shù)支持。利用ProCAST 軟件模擬計(jì)算了搖枕側(cè)架的原結(jié)構(gòu)和鑄造工藝條件下的凝固溫度場(chǎng),準(zhǔn)確預(yù)測(cè)了缺陷位置,驗(yàn)證了模擬技術(shù)的可靠性。
( 2) 凝固模擬的計(jì)算結(jié)果表明,采用新工藝鑄造的結(jié)構(gòu)改進(jìn)后搖枕比舊工藝生產(chǎn)的結(jié)構(gòu)改進(jìn)后的搖枕具有更高的質(zhì)量。新工藝生產(chǎn)的搖枕內(nèi)部無(wú)明顯的縮松、縮孔缺陷,生產(chǎn)實(shí)踐中經(jīng)對(duì)鑄件的探傷和關(guān)鍵部位的解剖也證實(shí)了這一結(jié)論。
( 3) 加大搖枕冒口尺寸,再將側(cè)壁三角筋尺寸加大,可獲得更好的補(bǔ)縮效果,保證缺陷轉(zhuǎn)移到冒口內(nèi),進(jìn)一步改善了凝固順序,避免了缺陷的產(chǎn)生。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF