0 引言
壓力焊是焊接科學(xué)技術(shù)的重要組成之一,廣泛應(yīng)用于航空、航天、能源、電子、車輛及輕工等部門。統(tǒng)計(jì)資料表明,用壓力焊完成的焊接量,每年約占世界總焊接量的1/3,并有繼續(xù)增加的趨勢(shì)。為了適應(yīng)新材料、新工藝、新產(chǎn)品在工業(yè)上開發(fā)應(yīng)用的需要,近年來,國(guó)內(nèi)外在壓力焊焊接接頭形成理論、焊接質(zhì)量監(jiān)控技術(shù)、焊接新工藝及新設(shè)備的開發(fā)和新材料焊接等方面作了大量工作。
鑒于壓力焊專委會(huì)在焊接學(xué)會(huì)中的分工,本文僅就電阻焊和摩擦焊技術(shù)的新發(fā)展作一綜述。
1 電阻焊技術(shù)新發(fā)展
電阻焊(Resistance Welding),工件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區(qū)域產(chǎn)生的電阻熱進(jìn)行焊接的方法,主要由點(diǎn)焊、對(duì)焊、縫焊和高頻焊等組成。電阻焊是一種焊接質(zhì)量穩(wěn)定,生產(chǎn)效率高,易于實(shí)現(xiàn)機(jī)械化、自動(dòng)化的連接方法。
1.1 電阻焊接頭形成理論研究進(jìn)展
電阻焊接頭形成理論研究為電阻焊新材料、新工藝、新設(shè)備、接頭質(zhì)量監(jiān)控技術(shù)等發(fā)展創(chuàng)造了條件。因此,它不僅具有較高的學(xué)術(shù)理論意義,也有很大的工程實(shí)用價(jià)值。
1.1.1點(diǎn)焊熔核孕育處理
國(guó)內(nèi)學(xué)者趙熹華等人,在國(guó)家自然科學(xué)基金和美國(guó)GM基金資助下對(duì)多種難焊金屬材料(鋁合金、彈簧鋼等)開展了“點(diǎn)焊熔核孕育處理理論與方法”的研究,現(xiàn)已取得如下成果:
(1)首次獲得了全部凝固組織為等軸晶的點(diǎn)焊熔核(圖1b)。
(2)首次使全部為柱狀晶的點(diǎn)焊熔核貼合面處出現(xiàn)等軸晶區(qū)(圖2b)。
(3)擴(kuò)大熔核等軸晶區(qū),縮小熔核柱狀晶區(qū),使凝固組織晶粒顯著細(xì)化。
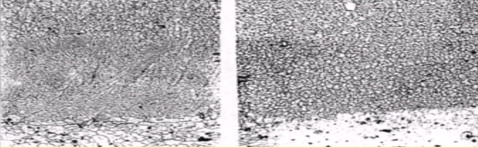
(a)未經(jīng)孕育處理(柱狀晶+等軸晶) (b)經(jīng)過孕育處理(等軸晶)
圖1 LY12CZ鋁合金點(diǎn)焊熔核
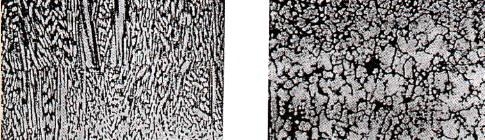
(a)經(jīng)孕育處理(柱狀晶組織及貼合面)(b)經(jīng)過孕育處理(貼合面處的等軸晶組織)
圖2 65Mn彈簧鋼點(diǎn)焊熔核
研究結(jié)果表明,孕育處理可顯著提高點(diǎn)焊接頭力學(xué)性能,尤其是疲勞強(qiáng)度。這就為點(diǎn)焊質(zhì)量監(jiān)控技術(shù)開辟了一條新路,從“質(zhì)”的方面根本改善了點(diǎn)焊接頭質(zhì)量。
1.1.2電阻焊過程的數(shù)值模擬
數(shù)值模擬技術(shù)可靈活地對(duì)電阻焊過程中的各種影響因素進(jìn)行研究,幫助人們進(jìn)行一些不可能通過試驗(yàn)而完成的研究和分析,從而為電阻焊研究提供理論上的指導(dǎo)。其中點(diǎn)焊接頭形成過程的數(shù)值模擬研究一直是該領(lǐng)域科學(xué)研究發(fā)展的重要趨勢(shì)。目前的研究主要集中在點(diǎn)焊過程中的熱、電、力行為,即根據(jù)物理學(xué)中描述熱、電、力問題的基本方程,通過對(duì)方程中參數(shù)變化和邊界條件進(jìn)行假設(shè),建立點(diǎn)焊過程的數(shù)學(xué)模型,進(jìn)而用數(shù)值方法對(duì)點(diǎn)焊過程的溫度場(chǎng)、電流場(chǎng)、電勢(shì)場(chǎng)和應(yīng)力、應(yīng)變場(chǎng)進(jìn)行求解,用以研究點(diǎn)焊過程機(jī)理。近期研究進(jìn)展見表1。
表1 點(diǎn)焊過程數(shù)值模擬研究進(jìn)展

1.1.3新型工業(yè)材料焊接性研究
新型工業(yè)材料—鍍鋅鋼板和鋁合金等在汽車工業(yè)中獲得了大量應(yīng)用,但由于其物理性能上的特殊性,其點(diǎn)焊焊接性很差,尤其是點(diǎn)焊過程中電極的磨損和沾污,嚴(yán)重影響了連續(xù)點(diǎn)焊生產(chǎn)。而小焊點(diǎn)和粘焊等缺陷又使點(diǎn)焊接頭力學(xué)性能和可靠性沒有保障,尤其是鋁合金更為嚴(yán)重。因此,必須對(duì)這些材料的點(diǎn)焊焊接性作進(jìn)一步深入細(xì)致的研究。
鍍鋅鋼板焊接性研究主要集中在以下方面:
(1)鍍層涂復(fù)方法(電鍍鋅、熱鍍鋅、熱鍍Zn—Fe合金)及鍍層厚度影響。 #p#分頁標(biāo)題#e#
(2)鍍層與電極頭之間相互影響,法國(guó)學(xué)者T. Dupuy對(duì)電極端部損壞作了專題研究。
(3)熔核結(jié)晶形態(tài)、缺陷產(chǎn)生機(jī)理、力學(xué)性能等與點(diǎn)焊參數(shù)的關(guān)系等。
(4)以信息和控制新技術(shù)對(duì)點(diǎn)焊工藝和過程進(jìn)行模擬和預(yù)測(cè)。
鋁合金板焊接性研究主要集中在以下方面:
(1)電極粘結(jié)和噴濺產(chǎn)生機(jī)理及解決措施。例如,鋁合金點(diǎn)焊中飛濺的小波分析研究;在鋁合金板兩面分別鍍不同厚度的鉻酸鹽層,改變接觸電阻大小的效果研究等。
(2)鋁合金電阻點(diǎn)焊過程的數(shù)值模擬及能量分析等。
(3)鋁合金點(diǎn)焊工藝設(shè)計(jì)及質(zhì)量控制的智能化研究。
1.2 電阻焊質(zhì)量控制技術(shù)
保證電阻焊接頭質(zhì)量,提高其可靠性的核心就是在生產(chǎn)過程中運(yùn)用先進(jìn)的手段和設(shè)備實(shí)施質(zhì)量控制。特別是由于點(diǎn)焊工藝運(yùn)用的廣泛性、重要性和具有代表性,點(diǎn)焊質(zhì)量控制技術(shù)始終是電阻焊領(lǐng)域研究的前沿和熱點(diǎn)。
眾所周知,點(diǎn)焊過程是一個(gè)高度非線性、有多變量耦合作用和大量隨機(jī)不確定因素的過程,具有形核過程時(shí)間極短,處于封閉狀態(tài)無法觀測(cè),特征信號(hào)提取困難等自身特點(diǎn)。這就造成焊點(diǎn)質(zhì)量參數(shù)(熔核直徑、強(qiáng)度等)無法直接測(cè)量,只能通過一些點(diǎn)焊過程參數(shù)(焊接電流、電極間電壓、動(dòng)態(tài)電阻、能量、熱膨脹電極位移、聲發(fā)射、紅外輻射和超聲波等)進(jìn)行間接的推斷,這就極大影響了點(diǎn)焊質(zhì)量監(jiān)控的準(zhǔn)確性和可靠性。經(jīng)過較長(zhǎng)時(shí)間的探索和實(shí)踐,研究者已獲得如下共識(shí):發(fā)展多參量綜合監(jiān)測(cè)技術(shù)是提高點(diǎn)焊質(zhì)量監(jiān)控精度的有效途徑,即充分利用監(jiān)測(cè)信息,采用合理的建模手段,建立合理的多元非線性監(jiān)測(cè)模型并使該模型能在較寬條件內(nèi)提供準(zhǔn)確、可靠的點(diǎn)焊質(zhì)量信息,是質(zhì)量控制技術(shù)關(guān)鍵。研究表明,利用神經(jīng)元網(wǎng)絡(luò)理論、模糊邏輯理論、數(shù)值模擬技術(shù)及專家系統(tǒng)等可望解決真正的點(diǎn)焊質(zhì)量直接控制,將點(diǎn)焊質(zhì)量控制技術(shù)的研究推向一個(gè)新高度。
1.2.1基于模糊分類理論的點(diǎn)焊質(zhì)量等級(jí)評(píng)判
德國(guó)學(xué)者Burmeister認(rèn)為,電阻點(diǎn)焊過程是一個(gè)分類過程,是不能用公式來清晰描述。只有通過監(jiān)測(cè)點(diǎn)焊過程參數(shù)的一些最大值或最小值來進(jìn)行片面描述,這樣就可以從過程的函數(shù)描述轉(zhuǎn)換為過程的分類描述,并用現(xiàn)有的專家知識(shí)來建立分類等級(jí)。目前,已有用模糊分類的方法來評(píng)估焊接電流引起的過程信號(hào)(電極位移特征量、電極加速度特征量)和焊點(diǎn)質(zhì)量變化的報(bào)道。并指出模糊分類雖然適用于描述點(diǎn)焊過程的復(fù)雜性和非線性,可以用于焊點(diǎn)質(zhì)量的等級(jí)評(píng)估,但只能給出焊點(diǎn)質(zhì)量參數(shù)的大致范圍,而且評(píng)價(jià)的準(zhǔn)確性難以避免地受到專家知識(shí)等眾多人為因素的影響。
1.2.2基于回歸分析理論的點(diǎn)焊質(zhì)量多參數(shù)監(jiān)測(cè)方法
鋁合金點(diǎn)焊焊接性較差,應(yīng)用又日益廣泛,迫切需要解決其質(zhì)量監(jiān)控問題。英國(guó)學(xué)者M(jìn). HAO等人研制了一種鋁合金點(diǎn)焊多參數(shù)監(jiān)控系統(tǒng),該系統(tǒng)可采集點(diǎn)焊過程和識(shí)別較寬范圍過程現(xiàn)象的特征量,并利用回歸分析的方法估測(cè)焊點(diǎn)的熔核直徑和拉伸強(qiáng)度,試驗(yàn)表明,回歸模型的估測(cè)值有足夠的準(zhǔn)確性。
1.2.3基于神經(jīng)元網(wǎng)絡(luò)理論的點(diǎn)焊質(zhì)量多參量綜合監(jiān)測(cè)
國(guó)內(nèi)學(xué)者張忠典等人運(yùn)用神經(jīng)元網(wǎng)絡(luò)理論,研究了低碳鋼動(dòng)態(tài)電阻與焊點(diǎn)質(zhì)量之間的模型關(guān)系,建立了點(diǎn)焊質(zhì)量模糊綜合評(píng)判模型,實(shí)現(xiàn)了低碳鋼點(diǎn)焊質(zhì)量的多參量綜合監(jiān)測(cè)。實(shí)驗(yàn)表明,即使在惡劣的生產(chǎn)條件下,該系統(tǒng)也能實(shí)時(shí)、準(zhǔn)確地監(jiān)測(cè)點(diǎn)焊質(zhì)量,確定合理的質(zhì)量等級(jí),滿足實(shí)時(shí)監(jiān)測(cè)及焊后評(píng)估的要求。
1.2.4基于數(shù)值計(jì)算的熔核直徑在線自適應(yīng)控制
日本學(xué)者西口公之等人研發(fā)的該方法需在焊前預(yù)先輸入被焊件及其材質(zhì)的機(jī)械與熱物理參數(shù),焊接時(shí)每隔一定時(shí)間間隔檢測(cè)焊接電流與電極間電壓,按照熱傳導(dǎo)數(shù)學(xué)模型計(jì)算出溫度場(chǎng)分布情況,從而實(shí)時(shí)推算出熔核的生長(zhǎng)情況,并據(jù)此反饋控制焊接電流以改變焊接區(qū)溫度上升斜率。通過合理調(diào)控各時(shí)間段溫度上升斜率,確保熔核長(zhǎng)大過程及結(jié)束前達(dá)到要求的直徑。實(shí)際生產(chǎn)使用證明,本技術(shù)能較好的解決鍍鋅鋼板的點(diǎn)焊質(zhì)量。缺點(diǎn)是該方法需進(jìn)行大量在線計(jì)算,必須采用高性能計(jì)算機(jī),使設(shè)備投資增加。 #p#分頁標(biāo)題#e#
目前,用數(shù)值模擬方法模擬鋁合金點(diǎn)焊過程熱—電—力學(xué)過程,預(yù)測(cè)點(diǎn)焊熔核的生長(zhǎng)、電極磨損和裂紋形成情況等的研究正在進(jìn)行,并取得一定進(jìn)展。
同時(shí),把模糊控制(FLC) 和人工神經(jīng)網(wǎng)絡(luò)(ANN) 建模相結(jié)合,所研究出的點(diǎn)焊智能控制系統(tǒng)正受到國(guó)內(nèi)外學(xué)者和企業(yè)的重視。
1.3 電阻焊新工藝
1.3.1隨機(jī)多脈沖回火熱處理點(diǎn)焊
該工藝可解決焊接性較差的可淬硬鋼等的接頭脆性和焊接質(zhì)量不穩(wěn)定。
其工藝特點(diǎn)如下:
(1)采用增大的電極壓力(為相同板厚低碳鋼點(diǎn)焊時(shí)的1.5~1.7倍),調(diào)制焊接電流脈沖(即使用熱量遞增控制以減輕或避免內(nèi)噴濺)以防止點(diǎn)焊接頭宏觀缺陷(縮松、縮孔、裂紋)的產(chǎn)生。
(2)采用隨機(jī)多脈沖回火熱處理(回火脈沖次數(shù)n≥3),以防止點(diǎn)焊接頭顯微組織缺陷(硬脆馬氏體、過燒組織)的出現(xiàn),以及準(zhǔn)確控制點(diǎn)焊接頭組織及其分布特征,使接頭高應(yīng)力區(qū)獲得完全回火處理。
據(jù)報(bào)道,該工藝比通常采用的雙脈沖點(diǎn)焊工藝,可顯著提高接頭強(qiáng)度和疲勞性能。
1.3.2精密脈沖電阻對(duì)焊
該工藝可解決形位尺寸要求嚴(yán)格,焊接性差和接頭性能有特殊要求的精細(xì)零件對(duì)焊。
其工藝特點(diǎn)如下:
(1)采用調(diào)制焊接壓力(通過由直流電磁鐵為核心的電磁加壓機(jī)構(gòu)實(shí)現(xiàn)),使頂鍛開始時(shí)間和頂鍛力準(zhǔn)確、及時(shí)。
(2)采用調(diào)制電流脈沖(焊接脈沖+后熱處理脈沖,后熱處理脈沖可為單脈沖、雙脈沖及多脈沖)。
(3)調(diào)制焊接壓力與調(diào)制電流脈沖可適當(dāng)配合,組成最佳精密脈沖對(duì)焊焊接循環(huán),如圖3所示。
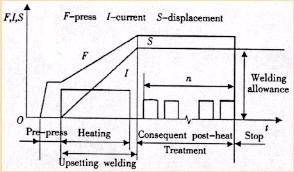
圖3 TiNi記憶合金精密脈沖對(duì)焊原理
據(jù)報(bào)道,該工藝可較好實(shí)現(xiàn)記憶合金(TiNi)、可淬硬合金以及熱物理性質(zhì)相差較大的異種金屬的對(duì)焊。
1.3.3導(dǎo)熱電阻縫焊
導(dǎo)熱電阻縫焊(Conductive Heat Resistance Seam Welding)是利用普通通用電阻焊機(jī),通過鐵的電阻熱的傳導(dǎo),進(jìn)行鋁材的焊接,具有如下優(yōu)點(diǎn):無熱裂紋缺陷;與電弧焊或其它電阻焊方法相比具有較少的內(nèi)部氣孔;高的焊接速度(高于普通電阻縫焊和電弧焊,低于激光焊);中等裝備成本;不需填充金屬或保護(hù)氣體。
1.4 電阻焊新設(shè)備
次級(jí)整流電阻焊機(jī)和逆變式電阻焊機(jī)是當(dāng)今世界電阻焊機(jī)發(fā)展的主要方向;隨著現(xiàn)代控制理論與電子元器件發(fā)展,其技術(shù)是關(guān)鍵(低電壓大電流給次級(jí)整流帶來難度;控制的可靠性和精確性要求更高等)已基本解決。目前,逆變式電阻焊機(jī)是優(yōu)先發(fā)展的熱點(diǎn)。據(jù)統(tǒng)計(jì),日本的Miyachi、Seiwa,歐洲的Messer、Tecna,北美的TJ Snow,韓國(guó)的Taesung,中國(guó)的天津七○七所等已有容量300KVA以下的該類焊機(jī)產(chǎn)品。圖4為逆變式電阻焊機(jī)原理圖。
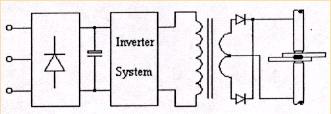
圖4 逆變式電阻焊機(jī)原理示意圖
逆變式電阻焊機(jī)具有以下特點(diǎn):
(1)響應(yīng)速度快,控制精度高。由于采用較高的逆變頻率(500~2000Hz),時(shí)間調(diào)節(jié)和反饋控制周期在1ms(1000Hz)以內(nèi),大大提高了焊接電流控制精度。
(2)體積小,重量輕。由于采用中頻的工作頻率,在相同的功率輸出時(shí)焊接變壓器體積和重量明顯減小,據(jù)報(bào)道,采用逆變式的一體式焊鉗其重量可減輕50%。
(3)三相負(fù)載平衡,功率因數(shù)高,節(jié)能。
(4)工藝優(yōu)勢(shì)明顯。焊接電流為脈動(dòng)直流(且波紋度小),無交流過零不加熱工件的缺點(diǎn),熱量集中能焊接各種材料。同時(shí),電極壽命獲得延長(zhǎng)。
目前,逆變式電阻焊機(jī)要繼續(xù)深入研究的主要問題是:
(1)大功率開關(guān)元件的不斷更新。IGBT(雙極型隔離柵晶體管)是發(fā)展大功率逆變式電阻焊機(jī)的首選開關(guān)元件,其單管額定電流可達(dá)300A,集射極耐壓高達(dá)1200V,可以采用邏輯電平直接驅(qū)動(dòng),實(shí)現(xiàn)了元件驅(qū)動(dòng)的電壓控制。 #p#分頁標(biāo)題#e#
(2)大功率整流二極管的不斷更新。由于次級(jí)整流元件的接入增加了焊機(jī)的功率損耗(約占整臺(tái)焊機(jī)輸出功率的28%),雖然采用肖特基二極管會(huì)得到改善,但仍存在輸出功率受到限制及其冷卻系統(tǒng)增加焊機(jī)體積和重量的問題。
(3)主電路拓?fù)浣Y(jié)構(gòu)的不斷發(fā)展。應(yīng)用于逆變焊接電源的主電路使用過以下拓樸結(jié)構(gòu),推輓.式逆變電路、全橋式逆變電路、半橋式逆變電路、單端式逆變電路等。各逆變電路都有自己的優(yōu)缺點(diǎn),要根據(jù)實(shí)際應(yīng)用條件而定。
(4)逆變電路控制方式的不斷改進(jìn)。控制方式改進(jìn)主要體現(xiàn)在逆變電路中功率開關(guān)管是以何種模式開斷的,即硬開關(guān)和軟開關(guān)。近年來,脈寬調(diào)制軟開關(guān)技術(shù)(SPWM)成為逆變控制系統(tǒng)的研究熱點(diǎn),它綜合了傳統(tǒng)的脈寬調(diào)制技術(shù)和諧振技術(shù)的優(yōu)點(diǎn),僅在功率器件換流瞬間,應(yīng)用諧振原理,實(shí)現(xiàn)零電壓或零電流轉(zhuǎn)換,而在其余大部分時(shí)間采用恒頻脈寬調(diào)制方法,完成對(duì)電流輸出電壓或電流的控制,因此,開關(guān)器件所受的電流或電壓應(yīng)力少。
逆變式電阻焊機(jī)特別適宜于機(jī)器人焊接和精密焊接。近年來,針對(duì)次級(jí)整流電阻焊機(jī)和逆變式電阻焊機(jī)均需要對(duì)焊接電流進(jìn)行次級(jí)整流,就必然會(huì)存在因次級(jí)整流元件而帶來的一系列問題,國(guó)內(nèi)學(xué)者王清在對(duì)三相低頻電阻焊機(jī)深入研究的基礎(chǔ)上,開發(fā)了無次級(jí)整流直流電阻焊新技術(shù),并研制出一臺(tái)以工業(yè)控制計(jì)算機(jī)(IPC)為控制核心,以IGBT為功率開關(guān)元件,采用分段斬波控制方法的逆變式無次級(jí)整流直流電阻焊機(jī)樣機(jī),工作原理見圖5。試驗(yàn)表明,該機(jī)具有良好的點(diǎn)焊工藝性能。
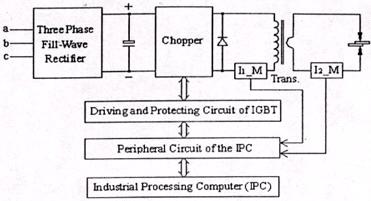
圖5 逆變式無次級(jí)整流直流電阻焊機(jī)電路原理圖
1.5新型點(diǎn)焊機(jī)器人
點(diǎn)焊機(jī)器人通常由操作機(jī)、控制器和點(diǎn)焊鉗等組成,現(xiàn)代點(diǎn)焊機(jī)器人特點(diǎn)是:
(1)采用逆變一體式點(diǎn)焊鉗,大大降低了機(jī)器人抓重。具有控制精度高、響應(yīng)速度快、節(jié)能、焊接工藝性能好等顯著優(yōu)點(diǎn)。
(2)采用新型電極驅(qū)動(dòng)機(jī)構(gòu)。近年出現(xiàn)的伺服式點(diǎn)焊鉗(槍),用伺服馬達(dá)作位置反饋,當(dāng)機(jī)器人運(yùn)行時(shí),機(jī)器人控制伺服鉗作為其輔助軸之一,可實(shí)現(xiàn)電極加壓軟接觸及電極壓力實(shí)時(shí)調(diào)節(jié),在與焊接電流最佳配合后,顯著提高了點(diǎn)焊質(zhì)量和消除噴濺。例如這種MOTOMAN點(diǎn)焊機(jī)器人已在日本、美國(guó)和歐洲獲得應(yīng)用。
(3)自動(dòng)快速更換多種焊鉗技術(shù)。機(jī)器人帶有焊鉗儲(chǔ)存庫,可根據(jù)焊裝部位的不同要求或焊裝產(chǎn)品的變更,自動(dòng)從儲(chǔ)存庫抓換所需焊鉗(圖6),增加了機(jī)器人的柔性。
(4)配備自動(dòng)化的質(zhì)量和產(chǎn)量控制系統(tǒng),例如:機(jī)器人三維激光視覺系統(tǒng),數(shù)字?jǐn)z像控制系統(tǒng),射線質(zhì)量檢測(cè)系統(tǒng)等,有利于焊接質(zhì)量的集中管理和控制。
(5)新型的離線示教機(jī)器人,可借助CAD/CAM獲取焊件構(gòu)造、焊接條件和機(jī)器人機(jī)構(gòu)等信息,進(jìn)行離線示教,示教時(shí)間短,焊接質(zhì)量穩(wěn)定。
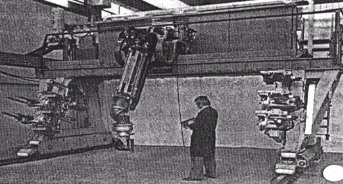
圖6 可自動(dòng)更換焊鉗的點(diǎn)焊機(jī)器人
2 摩擦焊技術(shù)新發(fā)展
摩擦焊(Friction Welding),是在軸向壓力與扭矩作用下,利用焊接接觸端面之間的相對(duì)運(yùn)動(dòng)及塑性流動(dòng)所產(chǎn)生的摩擦熱及塑性變形熱使接觸面及其近區(qū)達(dá)到粘塑性狀態(tài)并產(chǎn)生適當(dāng)?shù)暮暧^塑性變形,然后迅速頂鍛而完成焊接的一種壓焊方法,主要由連續(xù)驅(qū)動(dòng)摩擦焊、慣性摩擦焊、攪拌摩擦焊、線性摩擦焊、三體摩擦焊和摩擦堆焊等組成。摩擦焊是一種優(yōu)質(zhì)、高效、節(jié)能、無污染的固相連接方法。
2.1 攪拌摩擦焊(Friction Stir Welding, FSW)
FSW是英國(guó)焊接研究所(TWI)1991年推出的一項(xiàng)專利技術(shù),其原理見圖7。即焊接開始時(shí),高速旋轉(zhuǎn)的攪拌頭上的特形指棒鉆入工件的接縫處,造成其與工件摩擦生熱,使被焊金屬成塑性狀態(tài)并攪拌金屬形成一個(gè)旋轉(zhuǎn)空腔,旋轉(zhuǎn)空腔隨摩擦頭向前移,被擠出的塑性金屬填入先前形成的空腔,冷卻后即形成致密的焊縫。在整個(gè)焊接過程中,空腔的產(chǎn)生與填滿連續(xù)進(jìn)行,焊縫區(qū)金屬經(jīng)歷著被擠壓、摩擦生熱、塑性變形、轉(zhuǎn)移、擴(kuò)散以及再結(jié)晶等。 #p#分頁標(biāo)題#e#
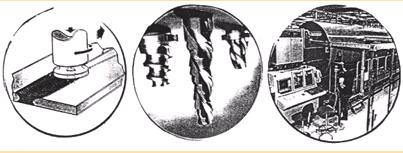
(a) 攪拌摩擦焊原理 (b) 攪拌頭上的特形指棒 (c) 焊接現(xiàn)場(chǎng)
圖7 攪拌摩擦焊(FSW)
攪拌摩擦焊的優(yōu)點(diǎn):
(1)可焊接板材及多種接頭形式(對(duì)接、角接、搭接和T形接頭等),可進(jìn)行不同位置(平焊、立焊、仰焊和俯焊等)焊接。
(2)可用于焊接熔焊時(shí)有一定難度的材料,如鋁合金、鈦合金及銅鋁、鋼鋁、鋼銅、熱固性塑料/熱塑性塑料等異種材料。同時(shí),也可焊接厚度變化材料、多層材料。鍛造與鑄造材料之間的焊接等。
(3)焊縫質(zhì)量高,接頭中不發(fā)生熱裂紋、氣孔等缺陷,接頭力學(xué)性能優(yōu)異。例如,與氬弧焊相比焊接2×××系列鋁合金,其接頭強(qiáng)度提高15%~20%,延伸率提高100%,斷裂韌度提高30%。同時(shí),焊接變形小,甚至長(zhǎng)焊縫變形也不大,殘余應(yīng)力很低。
(4)焊接成本低。焊前準(zhǔn)備要求低,允許接縫有薄氧化膜及附著雜質(zhì);不需焊后處理;無需填充材料和保護(hù)氣體等;
(5)焊接過程無熔化、無飛濺、無煙塵、低噪聲,是一環(huán)保型的節(jié)能連接技術(shù)。
攪拌摩擦焊的缺點(diǎn)主要是,施焊時(shí)焊件需剛性固定,需要有背墊,焊縫尾部有匙孔等,這些使FSW的工藝柔性受到限制。
鑒于FSW具有諸多顯著的優(yōu)點(diǎn),近年來該技術(shù)及其工程應(yīng)用的開發(fā)進(jìn)展很快,英國(guó)TWI、美國(guó)愛迪生焊接研究所(EWI)、德國(guó)Stuttgart大學(xué)、瑞典ESAB公司、中國(guó)的北京航空工藝研究所等均作了大量工作,主要集中在:
(1)建立FSW模型。例如,英國(guó)劍橋大學(xué)的H.R.Shercliff、美國(guó)EWI的Z.Feng等開發(fā)了一種模擬FSW熱過程的加熱模型,利用該模型可以快速準(zhǔn)確地計(jì)算出焊接工藝參數(shù),更好地了解該工藝的加熱和接合機(jī)理;國(guó)內(nèi)學(xué)者汪建華等人提出了一個(gè)基于三維熱彈塑性有限元分析的傳熱和力學(xué)計(jì)算模型,利用該模型可以了解FSW過程中溫度場(chǎng),并首次預(yù)測(cè)了焊后的殘余應(yīng)力和變形。
(2)改變攪拌頭形狀和材質(zhì),以適應(yīng)不同材料焊接的需要。
(3)發(fā)展復(fù)雜接頭形式的FSW技術(shù),通過旋轉(zhuǎn)工件、采用數(shù)控式機(jī)器人以用于環(huán)狀焊縫、非線性焊縫和三維焊縫。
(4)發(fā)展輕質(zhì)鎂合金,以及鎂合金與鋁合金的焊接技術(shù),開發(fā)在汽車行業(yè)的應(yīng)用。
攪拌摩擦點(diǎn)焊(Friction Stir Spot Welding,F(xiàn)SSW)是FSW中的特定形式,是針對(duì)汽車鋁結(jié)構(gòu)車身的連接而進(jìn)行開發(fā)研究的。FSSW裝置安裝在機(jī)器人臂上,施焊時(shí)由機(jī)器人臂移到要焊部位,夾緊臂下降夾緊要焊的板,然后攪拌頭下降進(jìn)行焊接,焊接結(jié)束后松開夾緊臂,整個(gè)裝置由機(jī)器人臂移到新的點(diǎn)焊位置,工作過程和完成的焊點(diǎn)如圖8所示。
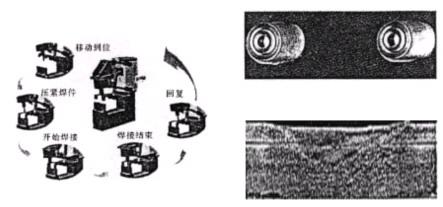
圖8 攪拌摩擦點(diǎn)焊(FSSW)
(左)FSSW裝置 (上)FSSW焊點(diǎn)外觀 (下)FSSW焊點(diǎn)橫截面
FSSW焊點(diǎn)實(shí)際上有一段長(zhǎng)度L(L=πD2/d+2.5mm,D是該板材電阻點(diǎn)焊時(shí)焊點(diǎn)直徑,d是特形指棒直徑),試驗(yàn)表明,AA6061-T4板材的FSSW焊點(diǎn)表面光滑,內(nèi)部無缺陷,有較好的靜載和動(dòng)載強(qiáng)度。
2.2 線性摩擦焊(Linear Friction Welding, LFW)
LFW焊接過程如圖9所示:摩擦副中的一側(cè)工件被一對(duì)往復(fù)機(jī)構(gòu)驅(qū)動(dòng)著相對(duì)于另一側(cè)被夾緊的工件表面作相對(duì)運(yùn)動(dòng),并在其軸向施加壓力下,隨著摩擦運(yùn)動(dòng)的進(jìn)行,摩擦表面被清理并產(chǎn)生摩擦熱,摩擦表面的金屬逐漸達(dá)粘塑性狀態(tài)并產(chǎn)生變形,形成飛邊。然后,停止往復(fù)運(yùn)動(dòng)并施加頂鍛力,完成焊接。
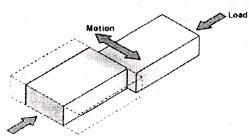
圖9 線性摩擦焊示意圖
線性摩擦焊的優(yōu)點(diǎn):
(1)可焊接方形、圓形、多邊形截面的金屬或塑料工件。配合合適的工夾具還可焊接更不規(guī)則的構(gòu)件,如葉片與渦輪盤的焊接(圖10)。 #p#分頁標(biāo)題#e#
(2)固態(tài)焊接,金屬不熔化和熱影響區(qū)窄;低應(yīng)力和小變形,高完整性;焊縫的結(jié)構(gòu)強(qiáng)度與彈性性能與基體金屬相同。
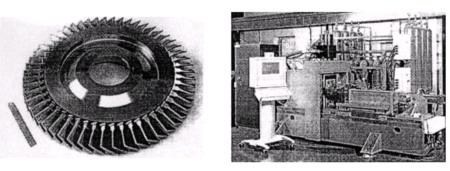
圖10 LFW焊接的整體葉盤 圖11 LinFricTM型線性摩擦焊機(jī)
(3)焊接過程可完全機(jī)械和自動(dòng)控制,可靠性高(圖11)。因此,可實(shí)現(xiàn)一次焊接多零件,亦可用于生產(chǎn)線上。
目前,已用LFW焊接不銹鋼、鋁、鈦和鎳合金,甚至金屬間化合物( —TiAl)以及異種金屬。劍橋焊接研究所已經(jīng)在研究采用LFW技術(shù)制造整體葉輪,并實(shí)現(xiàn)航空發(fā)動(dòng)機(jī)輪轂與發(fā)動(dòng)機(jī)體的整體焊接。西北工業(yè)大學(xué)開展了整體葉盤LFW焊接過程中溫度場(chǎng)、應(yīng)力場(chǎng)的計(jì)算機(jī)數(shù)值模擬及焊接過程的擬實(shí)分析與驗(yàn)證實(shí)驗(yàn)等工作。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF