流線化生產(chǎn)是指工件從前一站加工結(jié)束立即傳送到下一站加工,直到末站完成成品的加工,中間沒有緩沖。這種生產(chǎn)方式是現(xiàn)代生產(chǎn)管理的標志。流線化生產(chǎn)具有固定的加工順序和加工站,當(dāng)生產(chǎn)線的某個加工站的生產(chǎn)作業(yè)結(jié)束,而下一站的生產(chǎn)作業(yè)還在繼續(xù)時,上一站的工件無法傳遞到下一站進行加工的狀態(tài)稱為卡住;當(dāng)生產(chǎn)線的某個加工站的生產(chǎn)作業(yè)已完成,而上一站的生產(chǎn)作業(yè)還正在進行時,即無法得到上一站的工件來加工而處于等待的狀態(tài)稱為挨餓。發(fā)生卡住和挨餓的現(xiàn)象是由于站與站的加工時間的差異性造成的。為了避免這種現(xiàn)象的發(fā)生,可采用平衡理論來保持生產(chǎn)過程作業(yè)時間的一致性。
雖然站間的緩沖區(qū)可以減緩加工站間的卡住與挨餓現(xiàn)象,但緩沖的發(fā)生必然增加在制品數(shù)量和生產(chǎn)車間的空間,增加企業(yè)成本。雖然平衡理論能夠改善挨餓和卡住的現(xiàn)象,但由于加工時間的波動性容易造成站與站的加工時間的差異性,進一步影響加工站的卡住或挨餓。因此避免加工站的挨餓和卡住,特別是瓶頸站的挨餓和卡住,對于提高流線化生產(chǎn)的生產(chǎn)率具有重要意義。
1 加工時間對瓶頸站的影響分析
由約束理論可知,生產(chǎn)率是由瓶頸站的加工時間決定的。因此,提高瓶頸站的利用率是提高系統(tǒng)生產(chǎn)率的關(guān)鍵。雖然提高非瓶頸站的利用率對提高生產(chǎn)率及在制品的水平并不起決定性的作用,但非瓶頸站的加工時間調(diào)度不合理也容易造成瓶頸站的挨餓和卡住,從而影響到系統(tǒng)的生產(chǎn)率。在生產(chǎn)過程中,有些關(guān)鍵設(shè)備的加工站,由于企業(yè)的資金或技術(shù)的原因,往往成為生產(chǎn)瓶頸,難以消除。所以如何合理地調(diào)度非瓶頸的加工時間,充分發(fā)揮瓶頸站的作用是企業(yè)提高生產(chǎn)管理水平的重要措施。
為了方便闡述,采用下列符號:
i:加工工件的序號,i=1,2,…N
P:設(shè)為瓶頸站,1≤P≤N,加工時間:
![]() >
>![]() ,P≠q,q
,P≠q,q
1.1瓶頸站的挨餓
瓶頸站的挨餓是由瓶頸站之前的加工站造成的。當(dāng)瓶頸站(第P站)加工第i工件時,其前一站(第p-1站)加工第(i+1)工件,而前第二站(第P-2站)加工第(i+2)工件,前第三站(第p-3站)加工第(i+3)工件,以此類推,第一站加工第(i+x-1)工件。對于瓶頸發(fā)生饑餓的如下情形:
(1)當(dāng)瓶頸站的前一加工站的加工時間大于瓶頸站的加工時間時,即
![]() ,也就是瓶頸站等待其前一站的工件加工結(jié)束時,造成第(p-1)站變?yōu)槠款i站,而原瓶頸站(第P站)變?yōu)榉瞧款i站而出現(xiàn)瓶頸漂移,使原瓶頸站(第P站)挨餓。
,也就是瓶頸站等待其前一站的工件加工結(jié)束時,造成第(p-1)站變?yōu)槠款i站,而原瓶頸站(第P站)變?yōu)榉瞧款i站而出現(xiàn)瓶頸漂移,使原瓶頸站(第P站)挨餓。
(2)在瓶頸站之前一站的加工時間小于瓶頸站的加工時間,并不意味著不會發(fā)生饑餓。事實上,瓶頸站是否發(fā)生饑餓與瓶頸站之前的所有站存在一定的關(guān)系。如圖1所示,雖然第(P-1)站的加工時間小于第P站(圖中前括號內(nèi)的參數(shù)表示工件號,后括號內(nèi)的參數(shù)表示加工時間),由于前階段的第p-2站的工件(i+1)的加工時間較長,使得第p-1站的工件i的加工結(jié)束時,出現(xiàn)第p-1站等待工件i+1的現(xiàn)象,造成工件i+1的延遲加工,最終出現(xiàn)瓶頸站(第P站)的挨餓。
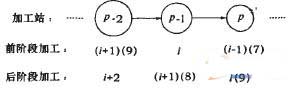
圖1流線化生產(chǎn)示意圖
由于,
![]() ,但是
,但是
![]()
![]() 。以此類推,若工件(i+1)在瓶頸站之前的第p-l站、第p-2站、…、第x一h站(1≤h≤x-1)加工時間為式(1)
。以此類推,若工件(i+1)在瓶頸站之前的第p-l站、第p-2站、…、第x一h站(1≤h≤x-1)加工時間為式(1)
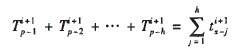 (1)
(1)
第i工件、第i-l工件、…、第i-h工件(1
![]() (2)
(2)
為了避免瓶頸站的挨餓,必須滿足式(3)
![]() (3)
(3)
通過式(3)能夠判斷各加工站的加工時間是否造成瓶頸站的挨餓,從而判斷是否影響系統(tǒng)的生產(chǎn)率。
1.2瓶頸站的卡住
瓶頸站的卡住是由瓶頸站后面的加工站造成的。當(dāng)瓶頸站(第P站)加工工件i時,第(p+1)站加工第(i-1)個工件,第m站加工第(i+p-m)工件時,由于瓶頸站后面的任一站(設(shè)為f站)的卡住必然造成卡住站前一站(第產(chǎn)1站)的卡住,從而引起連鎖效應(yīng),即造成第(產(chǎn)2)站、第(產(chǎn)3)站、……、瓶頸站(P站)的卡住。為了避免瓶頸站的卡住必須使瓶頸站的加工時間大于其后各站的加工時間,即
![]() (4)
(4)
從上述分析可知,為了避免瓶頸站的挨餓或卡住以獲得瓶頸站的最大利用率,關(guān)鍵是合理地調(diào)度非瓶頸站的加工時間。
2建模
雖然改變加工工藝可以改善流線化生產(chǎn),但是,通過現(xiàn)場實驗評估每個方案的可行性是不實際的。所以仿真驗證提供了一個可行的方法,特別是對于實時動態(tài)的作業(yè)時間的波動。
eM—Plant是一個面向?qū)ο蟮膱D形化的建模和仿真平臺。它采用進程交互(即事件調(diào)度法與活動掃描法的結(jié)合)進行仿真,由仿真時鐘推進,將滿足條件的事件從將來事件列表(FEL:future events list)移到當(dāng)前事件列表(CEL:current events list),然后按活動掃描法對CEL中的每個記錄進行掃描。當(dāng)條件為真時,執(zhí)行相應(yīng)的活動,修改系統(tǒng)的狀態(tài)并確定下一事件。當(dāng)CEL中所有記錄處理完成后,結(jié)束對CEL的掃描,推進仿真時鐘,再將FEL的最早發(fā)生事件移到CEL中,直至仿真結(jié)束。本文利用eM—Plant建立生產(chǎn)線仿真模型,分析非瓶頸、瓶頸站的生產(chǎn)時間和利用率,驗證瓶頸站出現(xiàn)卡住和挨餓現(xiàn)象。
eM—Plant將制造系統(tǒng)中的基本對象和輔助對象劃分為4類:物流對象、移動對象、信息流對象和服務(wù)類對象。制造系統(tǒng)是一種典型的離散系統(tǒng),受隨機因素影響較大,離散系統(tǒng)仿真算法較多,其中面向進程的進程交互法更符合生產(chǎn)線的實際情況,而eM—Plant采用的就是進程交互法舊J,這有助于加工時間隨機波動的仿真。
(1)采用物流對象EventController來模擬一個時鐘、SingProc來模擬加工站、entity來模擬加工工件及flowcontrol實現(xiàn)加工工件流量的控制。對于加工時間長的加工工藝,可以采用并行加工站的方式來降低改工序的作業(yè)時間以滿足流線化生產(chǎn)的生產(chǎn)節(jié)拍。例如singleprocl和singleproc2的加工時間為16個時間單位,但該工序的生產(chǎn)節(jié)拍為8個時間單位。從sin.gleproc出來的工件采用flowcontrol的百分數(shù)的出口控制方式實現(xiàn)加工和控制的要求。
(2)采用信息流對象的method實現(xiàn)各種控制策略包括產(chǎn)生加工時間的隨機數(shù)。
(3)采用服務(wù)類對象Chart將仿真系統(tǒng)的運行數(shù)據(jù)形象地反映給用戶,實現(xiàn)用戶與仿真模型之間的交互界面。
3 實例
以汕頭某公司生產(chǎn)減速器的廠家為例,減速器的箱體生產(chǎn)時間為60min,蝸蓋的生產(chǎn)時間為60min,蝸輪的生產(chǎn)時間為20min及蝸桿生產(chǎn)時間為120min。
利用上述式(4)可知,上述蝸桿的加工是瓶頸工序,容易造成卡住。為了實現(xiàn)流線化生產(chǎn),可以采用一定的加工工藝減少瓶頸工序的加工時間,如采用并行加工站及改變裝夾具從而降低瓶頸站的加工時間。對于生產(chǎn)線的流線化生產(chǎn)能夠從理論上進行計算,但實際的生產(chǎn)中不能避免各加工過程的波動性。利用上述方法建立仿真模型,如圖2。通過仿真分析非瓶頸站的時間波動對瓶頸站的卡住和饑餓的影響。
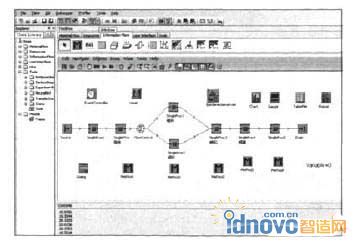
圖2仿真模型
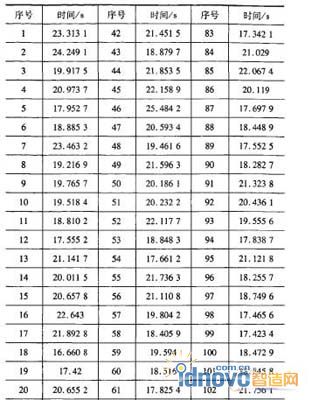
針對上述作業(yè)時間的波動對生產(chǎn)線的影響進行分析。由正態(tài)分布瞳線可知,當(dāng)標準正態(tài)分布區(qū)間(1.96,1.96)或正態(tài)分布區(qū)間(u-1.96σ,u+1.96σ)的概率為95%,意味著考慮加工時間的兩倍標準差的時間波動的概率為95%,這對于生產(chǎn)線的管理決策而言具有重要的意義。利用這個原理,在仿真模型中非瓶頸站(設(shè)為蝸輪站)的加工時間波動選用正態(tài)分布函數(shù)(當(dāng)函數(shù)的均值為20,標準差為2),其它非瓶頸站仍處于加工時間穩(wěn)態(tài)值20個時間單位。通過控制程序singleproc3.proctime:=z_normal(1,20,2)控制,并在method中采用print語句及eM—Plant的主控制窗口顯示出正態(tài)分布函數(shù)所生成的隨機加工時間,如表1。
表1加工時間的隨機數(shù)
通過上述模型的仿真,非瓶頸站蝸輪加工站的時間波動對瓶頸加工站蝸桿站的卡住和饑餓的統(tǒng)計如圖3所示。當(dāng)蝸輪加工站發(fā)生上述隨機時間波動時,對瓶頸站造成4.06%的卡住及0.21%的饑餓。從上述的數(shù)據(jù)可知,該蝸輪站的加工時間波動更容易造成瓶頸站的卡住。所以,為了避免時間波動對瓶頸的影響,可以在瓶頸站之前一站增加少量的緩沖,使得瓶頸站卡住時,可以把工件放人緩沖。增加少量的緩沖有利于系統(tǒng)提高生產(chǎn)率,最終系統(tǒng)獲得近優(yōu)或最優(yōu)。
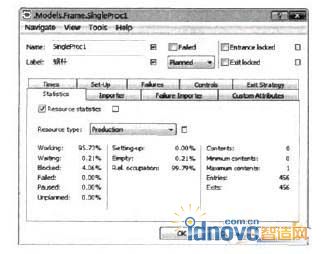
圖3蝸桿站的統(tǒng)計分析圖
4結(jié)語
通過分析非瓶頸站與瓶頸站之間的加工時間的關(guān)系,可避免瓶頸站的挨餓和卡住現(xiàn)象,為調(diào)整系統(tǒng)的加工工藝提供了依據(jù)。通過eM—Plant的仿真模型的仿真,實現(xiàn)在時間波動的條件下知曉加工站之間的卡住和饑餓情形,為提高瓶頸的利用率、生產(chǎn)率及實現(xiàn)流線化生產(chǎn)提供了參考。對于目前產(chǎn)品壽命越來越短、多批次和少批量來說,加工站的時間波動越來越大,在波動中保證瓶頸站的最大產(chǎn)出率,對于生產(chǎn)管理水平的提高具有重要的理論和現(xiàn)實的意義。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF