本文介紹了數(shù)控線切割之錐度切割的相關(guān)內(nèi)容。
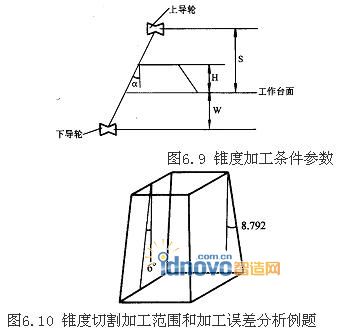
1)首先必須輸入下列參數(shù):
①上導(dǎo)輪中心到工作臺(tái)面的距離S。
②工作臺(tái)面到下導(dǎo)輪中心的距離W。
③工件厚度H。如圖6.9所示。
2)錐度加工的建立和退出
①錐度加工的建立和退出過程如圖6-10所示:建立錐度加工(G51或G52),退出錐度加工(G50)
②程序段必須是G01直線插補(bǔ)程序段,分別在進(jìn)刀線和退刀線中完成。
③如圖6.11a所示。圖中的程序面為待加工工件的下表面,與工作臺(tái)面重合。
④錐度加工的建立是從建立錐度加工直線插補(bǔ)程序段的起始點(diǎn)開始偏擺電極絲,到該程序段的終點(diǎn)時(shí)電極絲偏擺到指定的錐度值,如圖a所示。
⑤錐度加工的退出是從退出錐度加工直線插補(bǔ)程序段的起始點(diǎn)開始偏擺電極絲,到該程序段的終點(diǎn)時(shí)電極絲擺回0°值(垂直狀態(tài)),如圖b所示。
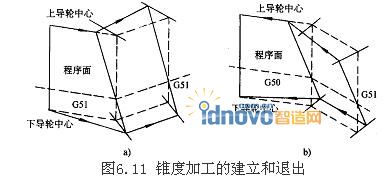
3)錐度切割加工范圍和加工誤差分析
① 錐度切割加工范圍:±6°/50mm(不同的機(jī)床錐度切割加工范圍一般不相同)。
此值只適合于輪廓光滑連接的圖形。
對(duì)于輪廓不光滑連接的圖形,因棱邊錐角是相交兩面的復(fù)合角,其值大于面上的錐角,因此當(dāng)面上的錐角為6o時(shí),棱上的錐角將大于6°,不能切割。
例如,切割錐度為6°的正方棱錐體時(shí),棱上的錐角為8.792°,已超出±6°的切割范圍,因此不能切割。如圖6.10所示。
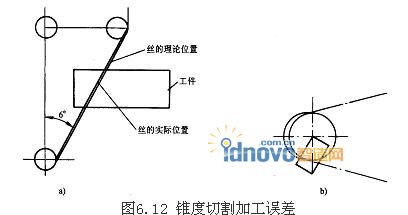
② 錐度切割加工誤差。
a.快走絲線切割機(jī)床是以導(dǎo)輪支撐高速運(yùn)行的鉬絲,當(dāng)進(jìn)行錐度加工時(shí),其支撐切點(diǎn)隨著錐度的形成會(huì)有較小的變化。因此,不可避免地會(huì)帶來切割誤差。
b.隨著U軸的移動(dòng),鉬絲受偏擺拉力作用,會(huì)在導(dǎo)輪槽內(nèi)產(chǎn)生不同的滑移趨勢(shì),而產(chǎn)生不同的V方向誤差;這一誤差不易作定量計(jì)算,只能作定性分析。
c.快走絲錐度切割誤差是不可避免地由導(dǎo)輪切點(diǎn)變化引起的。因此在錐度切割時(shí),為了提高切割精度,可以沿棱線45°方向進(jìn)刀,或是將工件擺放成某一角度,以使導(dǎo)輪切點(diǎn)變化形成的誤差在尺寸方向上相互抵消。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF