對于數(shù)控工藝分解和制定來說,加工工藝路線的確定是重點,刀具的選擇和加工參數(shù)的選擇是加工工序的難點。在相同的工藝路線下,選擇不同刀具和加工參數(shù)直接影響零件的加工效率和質(zhì)量。無論是三軸加工復雜的零件外輪廓和不規(guī)則的腔體,還是五軸加工零件,恰當?shù)倪x擇刀具半徑和長度都是難點,將直接影響加工結(jié)果。
現(xiàn)階段被廣泛使用的虛擬加工技術(shù)可完成G代碼的驗證,驗證工藝路線選擇的正確性,但對于刀具選擇和參數(shù)選擇只能做到定性的分析,但VERICUT軟件則可以給出相關(guān)的定量分析。下面通過一個具體的實例闡述巧用VERICUT,對刀具選擇實施定量分析,穩(wěn)、準、快的提供刀具選擇的合理性方案。
以全國數(shù)控工藝員第六期實操考試題為例(如圖1所示),利用VERICUT的分析功能對VERICUT模型中幾何參數(shù)、加工信息進行測量,對設(shè)計模型與VERICUT仿真加工模型數(shù)據(jù)比較,通過報告信息準確選擇刀具。
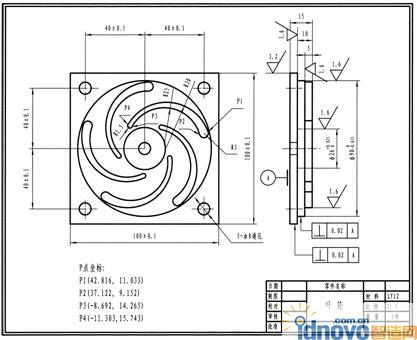
圖1 示例零件圖
一、工藝分析及加工程序
如圖1所示,零件外形規(guī)則,被加工部分的各尺寸、形位、表面粗糙度值等要求較高。零件復雜程度一般,包含了平面、圓弧表面、內(nèi)外輪廓、鉆孔、鏜孔和鉸孔的加工,且大部分的尺寸均達到IT8~IT7級精度。(加工工序略)
加工圖1所示葉輪部分的參考程序(FANUC系統(tǒng))如下:
二、巧用VERICUT解決實際問題
通過圖樣分析,可以直接確定銑削平面、外輪廓、鉆孔、鏜孔及鉸孔所需的刀具,但是銑削葉輪部分該選擇半徑是多少的刀具,從圖樣表面直觀的無法確定,這也是整個零件的加工難點所在。現(xiàn)在采用設(shè)計模型與仿真加工模型的比對方式,用VERICUT功能定量分析一下。
1.運行數(shù)控程序
將已編好的程序?qū)隫ERICUT中,并進行虛擬加工,加工結(jié)果如圖2所示。
2.對比過程模型與設(shè)計模型
利用VERICUT的“自動比對”功能,將虛擬加工后的過程模型與設(shè)計模型進行比對。
(1)加載設(shè)計模型
根據(jù)圖樣要求,設(shè)計模型如圖3所示,將設(shè)計模型加載到VERICUT中,如圖4所示。
在項目樹Stock的子欄中選擇Design,擊右鍵選擇“組件屬性”;
電擊“模型”,在“類型”中選擇“模型文件”,按“瀏覽”鍵;
選擇已經(jīng)做好的模型,點擊“打開”,設(shè)計模型加載完成。
& #61548; (2)模型比對
在VERICUT的“分析”菜單中選擇“自動對比”功能,并確定比較方法和比較方式如圖5所示。
注:在“比較的方法”菜單中四個子項目分別代表對比的含義為:
實體:用過程模型和設(shè)計模型的實體進行布爾運算,把不重合的部分以實體形式現(xiàn)實出來;
曲面:把過程模型和設(shè)計模型的表面進行距離測量,以色帶的方式著色以區(qū)分過切量的范圍;
點:測量過程模型和設(shè)計模型指定兩點間的距離;
外形:車削加工中對過程模型和設(shè)計模型的旋轉(zhuǎn)外形進行測量。
而在“比較的方式”菜單中的三個子項目分別代表對比的內(nèi)容為:
過切:只顯示和計算過切(過切顏色將隨著比較公差變化,從黃色到紅色不同色差帶表示過切程度);
殘留:只顯示和計算殘留(殘留顏色將隨著比較公差變化,從藍色到紫色不同色差帶表示殘留程度);
兩個:過切和殘留都顯示和計算。
本題中巧用VERICUT的“自動比對”功能,主要為了解決葉片加工的刀具選擇問題,通過比對測量出仿真模型與設(shè)計模型的偏差,以便選擇合理的刀具。為保證測量出仿真模型與設(shè)計模型的偏差,在“自動比對”中關(guān)于“比較方法”和“比較方式”的參數(shù)應(yīng)分別選擇為“曲面”和“兩個”。
在確定好比較方法和比較方式后,點擊“比較”項進行比較,其結(jié)果如圖6所示。
3.報告分析
對比后由圖6的顯示結(jié)果可知,選用默認φ10的立銑刀有過切的現(xiàn)象,應(yīng)當減小刀具半徑。然而,是選擇φ8立銑刀,還是選擇φ6的立銑刀合適呢?減小了刀具半徑會不會產(chǎn)生切削殘留?若產(chǎn)生切削殘留,補償值設(shè)置多少才會消除殘留?要解決這些問題,可由VERICUT的定量分析“報告”提供依據(jù)。
對比后的結(jié)果以報告的形式顯示出來,如圖7所示。
報告上的內(nèi)容包括過切(或殘留)的程序名、行號、過切量、過切(或殘留)點的坐標、過切(或殘留)時所用的刀具和此行程序的內(nèi)容等。通過報告可以一目了然地看出過切(或殘留)的偏差值,根據(jù)偏差值的分析可以合理的選擇刀具。
4.根據(jù)報告內(nèi)容分析過切偏差
從整個報告上可以看出,最大的過切偏差為-1.08mm,也就是說選擇切削葉片用φ10的立銑刀偏大,產(chǎn)生過切,通過VERICUT的定量分析,可以確定在切削葉片時選用φ8的立銑刀可以解決過切問題,但會不會產(chǎn)生殘留還需要更換刀具后再次比對。
改變刀具后,對比結(jié)果如圖8所示。
觀察對比后的結(jié)果可以看出,在改變了刀具后切削葉輪既沒有過切現(xiàn)象,也沒有切削殘留出現(xiàn),上機床加工該工件時就可以放心大膽地選用φ8的立銑刀加工葉輪了。
利用VERICUT的“自動比對”功能同樣可以解決由于選刀錯誤造成切削殘留現(xiàn)象的合理選刀問題。同時也可以通過報告分析來確定在切削殘留和過切現(xiàn)象同時存在時的工藝方案,完成刀具選擇和刀具與其相應(yīng)半徑補償?shù)呐浜霞庸すぷ鳌?/P>
三、結(jié)束語
以上是利用VERICUT的“自動比對”功能,在工件加工時幫助操作者穩(wěn)、準、快地選擇刀具。熟練掌握VERICUT的功能后,您會發(fā)現(xiàn)該軟件不僅能對NC程序進行仿真、驗證、分析及優(yōu)化,而且還能模擬出各學校的實訓設(shè)備、實習環(huán)境,根據(jù)虛擬的現(xiàn)實加工條件進行驗證,以檢測加工過程中可能存在的問題,并優(yōu)化工藝方案。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF