CAXA于2008年推出了制造工程師2008版新品,它是具有卓越工藝性的數控編程CAM軟件,高效易學,為數控加工行業提供了從造型、設計到加工代碼生成、加工仿真和代碼校驗等一體化的解決方案,是數控機床真正的“大腦”。CAXA制造工程師2008版新增加的CAXA編程助手模塊,是CAXA為數控機床操作工提供的用于手工數控編程的小工具。它一方面能使操作工在計算機上方便地進行手工代碼編制,同時也能讓操作工很直觀地看到所編制代碼的軌跡。
下面介紹CAXA編程助手模塊的一些應用案例供大家參考。
一、各類循環及變量的代碼讀入案例
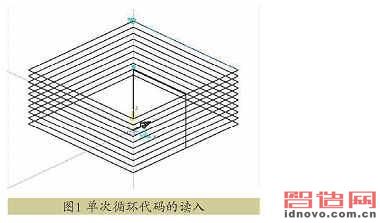
1.單次循環代碼讀入
這里以一個方框軌跡為例。CAXA編程助手支持如下所示的帶循環語句和變量的代碼讀入。
%
G90G54G00Z200
X0Y0
T03G43H03
S800M03
Z100
G01 Z100 F50
X100 F300
#1=10
#3=100
WHILE [#1 LE #3] DO1;
Z#1
Y100
X-100
Y-100
X100
Y0
#1=#1+10
END 1
X0
Z20F100
G0 Z200
M30
%
CAXA編程助手讀入后結果,如圖1所示。
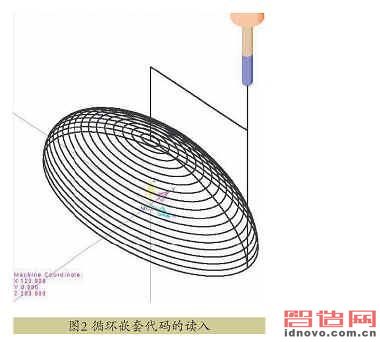
2.循環嵌套代碼讀入
下面是橢球面加工代碼。
%
G54G90G00X120Y0Z200
T2 G43H03 M06
Z150
#20=120
#21=60
#22=70
X0
#1=90
WHILE[#1GE0]DO2
#7=#22*SIN[#1]
#8=#20*COS[#1]
#9=#21*COS[#1]
#2=0
WHILE[#2LE360]DO1
#3=#8*COS[#2]
#4=#9*SIN[#2]
G90G01X#3Y#4Z#7F300
#2=#2+5
END1
#1=#1-5
END2
Z200
M30
%
CAXA編程助手讀入后結果,如圖2所示。
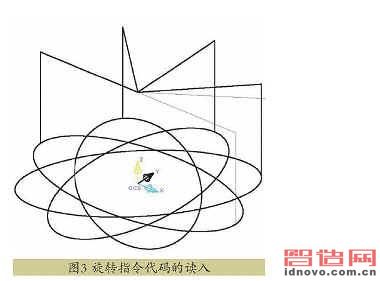
3.旋轉指令代碼讀入
CAXA編程助手支持G68,代碼如下。
%
G54G90
T2G43H02
G00Z100
#1=0
#2=0
#3=120
#4=60
#7=360
WHILE[#1LE#7]DO1
Z100
G17X0Y0
G68X0Y0R[#1]
X#3
Z0
#2=0
WHILE[#2LE#7]DO2
#5=#3*COS[#2]
#6=#4*SIN[#2]
G01X#5Y#6 F200
#2=#2+5
END2
#1=#1+30
Z100
X0Y0
G69
END1
M30
%
CAXA編程助手讀入后圖形顯示,如圖3所示。
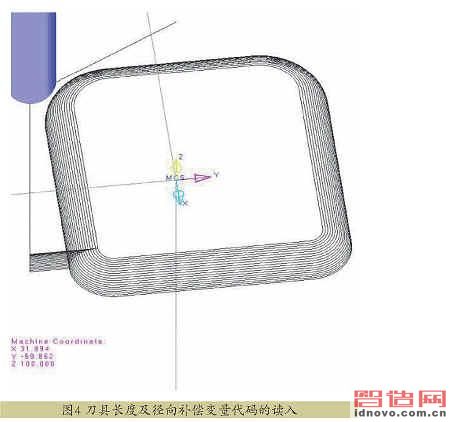
4.刀具長度及徑向補償變量代碼讀入
對于常見的輪廓倒圓角加工,常使用刀具長度和徑向兩個方向的補償作變量,如下面的代碼。
%
O1200
N00 T3 M6
N05 G90 G54 G0 X31.894
Y-59.862 S3000 M03
N10 G43 H0 Z100. M07
N15 #1=0.0 ;
N20 #2=5 ;
N25 #3=90.0 ;
N30 #4=6 ;
N35 #5=5 ;
N40 #8=0;
N45 WHILE[#1 LE #3] DO1;
N50 #6=#8-[[#4+#5]-[#4+#5]*COS[#1]] ;
N55 #7=[[#4+#5]*SIN[#1]]-#4;
N60 G10L12P1 R#7;
N65 Z0.
N70 G01Z#6
N75 G41 D1 Y-39.862 F1000
N80 X-41.788
N85 G17 G2 X-62.788 Y-18.862
I0. J21.
N90 G1 Y37.295
N95 G2 X-41.788 Y58.295 I21.
J0.
N100 G1 X31.894
N105 G2 X43.894 Y46.295 I0.
J-12.
N110 G1
Y-27.862
N115 G2 X31.894
Y-39.862 I-12. J0.
N120 G1 G40
Y-59.862
N125 G0 Z100.
N130 X31.894
Y-59.862
N135 #1=[#1+#2];
N140 END 1;
N145 M09
N150 M05
N155 M30
%
用CAXA編程助手讀入后,直接顯示軌跡如圖4所示。
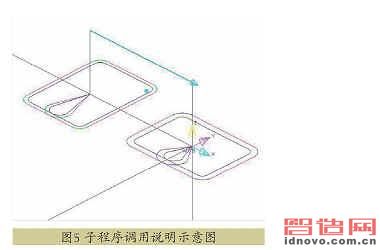
5.子程序調用
CAXA編程助手支持宏程序的子程序調用,并能按機床模擬調用過程,例如下面的程序。
主程序:
%
O4
G90G00Z50.
Z0.0
G65P9130U80.0V60.0C10.0R12
.0D21F130;
G90G0Z50.
X-100.0
Z0.0
G65P9130U60.0V80.0R10.0C8.
0D15F90W1;
G90G0Z50.
M30
%。
子程序:
%
O9130(SQUARE)
IF[#21EQ#0]GOTO5
IF[#22EQ#0]GOTO5
IF[#18EQ#0]GOTO5
IF[#7EQ#0]GOTO5
#10=ABS[#[2000+#7]]
IF[#18LT#10]GOTO10
IF[#3EQ#0]GOTO1
IF[#3LT#10]GOTO10
N1 #15=[ROUND[#21/2*1000]]/1000
#16=[ROUND[#22/2*1000]]/1000
IF[#3GE#15]GOTO15
IF[#3GE#16]GOTO15
IF[#18GE#15]GOTO15
IF[#18GE#16]GOTO15
IF[#23EQ#0]GOTO2
G91G17G01G42X#18Y-[#16-#18]
D#7F#9
G02X-#18Y-#18I-#18
G01X-[#15-#3]
G02X-#3Y#3J#3
G01Y[#22-2*#3]
G02X#3Y#3I#3
G01X[#21-2*#3]
G02X#3Y-#3J-#3
G01Y-[#22-2*#3]
G02X-#3Y-#3I-#3
G01X-[#21-#15-#3]
G02X-#18Y#18J#18
G01G40X#18Y[#16-#18]F[#9*3]
GOTO20
N2 G91G17G01G41X-
#18Y-[#16-#18]D#7F#9
G03X#18Y-#18I#18
G01X[#15-#3]
G03X#3Y#3J#3
G01Y[#22-2*#3]
G03X-#3Y#3I-#3
G01X-[#21-2*#3]
G03X-#3Y-#3J-#3
G01Y-[#22-2*#3]
G03X#3Y-#3I#3
G01X[#21-#15-#3]
G03X#18Y#18J#18
G01G40X-#18Y[#16-#18]
F[#9*3]
GOTO20
N5 #3000=140(ARGUMENT IS NOT ASSIGNED)
N10 #3000=141(OVERSIZE OFFSET VELUE)
N15 #3000=142(COMMAND DATA ERROR)
N20 G#27G#28D#29M99
%。
只要將主程序和子程序放到一個目錄下,用CAXA編程助手編程調用主程序,則主、子程序結合后的加工軌跡都能全部顯現出來,并且可以進行模擬仿真,如圖5所示。
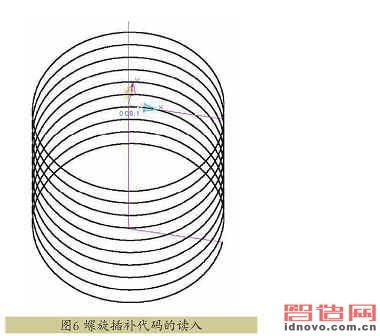
6.螺旋插補代碼讀入案例
下面是螺旋插補代碼:
%
T2 G43H02 M6
G90 G54 G0 X0. Y0. S30000
M03
G43 H0 Z100. M07
Z0
#1=10
#2=100
WHILE[#1LE#2]DO1
#3=-[#1]
G1 X49.98 F300
G17 G3 I-49.98 J0. Z#3 F1500
#1=#1+10
END1
G1X0Y0
G1 Z6. F4500
G0 Z100.
M30
%。
讀入后圖形如圖6所示。
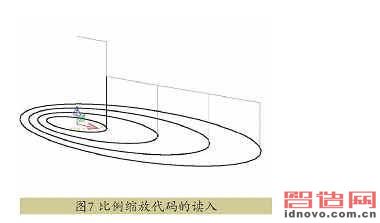
7.比例縮放代碼
下面是本例給出的代碼。
%
#20=70
#21=30
#22=40
#23=-50.0
#24=-30.0
#26=0
#30=4
#27=1
(增量)
G90G00G54X0Y0Z250
T2
S1000 M03
X#20
#1=1
#7=#22
#8=#20
#9=#21
WHILE[#1LE#30]DO2
#2=0
#3=#8*#1 - #23*[#1-1]
G90G00X#3
Z0.0
G51 X[#23]Y0.0P[#1]
WHILE[#2LE360]DO1
#3=#8*COS[#2]
#4=#9*SIN[#2]
G90G01X#3Y#4F300
#2=#2+10
END1
#1=[#1+#27]
G50
IF[#1 EQ 6] GOTO 50
#3=#8*[#1-#27]-#23*[#26*#27]
X#3
N50 Z150.0
#26=#26+1
END2
M30
%
讀入后圖形如圖7所示。
二、換刀模擬及G83啄式鉆孔等的模擬
利用CAXA編程助手的仿真線框仿真功能,可模擬程序的換刀及啄式鉆孔。其中,啄式鉆孔可模擬出鉆頭上下往復的運動情況。
下面是示例的代碼。
%
T27 M06
G90 G55 G0 X0. Y0.
S1500 M03
G43.4 H27 Z100.
G99 G81 X-47.611 Y-12.969
Z-15. R0.5 Q1. F100
X-31.57 Y5.119
X-17.918 Y-10.922
X-6.655 Y23.208
G80
G90 G0 Z40.
X0. Y0.
T26 M06
S1000 M03
G43.4 H26 Z100.
Z80. M08
G99 G83 X-50.341 Y26.962
Z-13. R15.5 Q1. F100
X-3.925 Y49.488
X47.611 Y20.137
G80
G90 G0 Z100.
X0. Y0.
M09
M30
%
在上述代碼中,一般CAM模擬只能做簡單的G81鉆孔動作,但對于G83這樣的啄式鉆孔則無法模擬,而CAXA編程助手則可以進行上下往復的真實模擬。
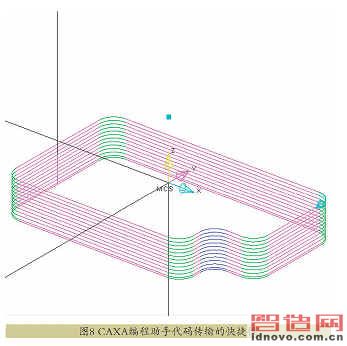
三、代碼與機床的單機通信
CAXA編程助手面向操作工級別,因此支持單機RS232通信,可直接在軟件內完成“發送代碼”、“接收代碼”以及傳輸設置。方便數控操作工在計算機手工編程結束后直
接將代碼送到機床。以FANUC 0i通信為例。CAXA編程助手傳輸程序非常方便,界面如圖8所示。
本例中的FANUC標準通信參數設置如圖9所示。
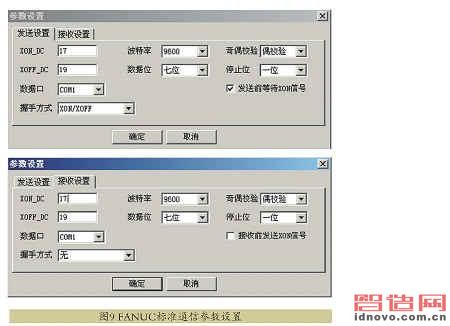
按上述設置,在傳輸通信操作過程中,需要在CAXA編程助手中先發送代碼,然后在機床端接收代碼。如果希望機床端先接收,在CAXA編程助手后發送,則需要在CAXA編程助手發送參數中將“發送前等待XON信號”選項去掉(不打鉤)。
此外,在傳輸前需要做一條FANUC傳輸線(或購買一條FANUC標準傳輸線),將計算機串口和機床串口連接起來。由于篇幅所限,關于CAXA編程助手的典型應用就介紹到這里,讀者在使用的過程中一定會有更多的發現,希望與大家進行交流。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF