近年來(lái),由于產(chǎn)品的多樣化、少量化以及零部件的日趨復(fù)雜化,金屬切削制造業(yè)對(duì)能夠高效地加工高附加價(jià)值和高精度零部件的機(jī)床的需求日益增加。
研發(fā)機(jī)床背景
復(fù)雜零件的加工工序通常采用分散方式和加工工序集約方式這兩種模式。加工工序分散方式是指綜合使用多臺(tái)機(jī)床(車(chē)床和加工中心),各臺(tái)機(jī)床完成單一或幾個(gè)工序。加工工序集約方式是指用一臺(tái)機(jī)床來(lái)完成一個(gè)工件所需要的所有加工工序。
集約式加工在減少生產(chǎn)周期、庫(kù)存、設(shè)備占地面積、滿足加工精度要求等方面占有很大優(yōu)勢(shì)。為此機(jī)床生產(chǎn)廠家已開(kāi)發(fā)了許多種規(guī)格的能夠?qū)崿F(xiàn)多功能加工的復(fù)合機(jī)床,這些多功能的復(fù)合機(jī)床在航天航空零部件、汽車(chē)試驗(yàn)產(chǎn)品、石油能源工業(yè)設(shè)備、醫(yī)療設(shè)備器具、印刷設(shè)備、模具以及建筑行業(yè)機(jī)械的加工領(lǐng)域里得到廣泛應(yīng)用并取得了可觀的經(jīng)濟(jì)效益。
談到復(fù)合加工,通常的認(rèn)識(shí)是車(chē)銑復(fù)合機(jī)床主要應(yīng)用于滾齒加工、磨削加工、斜面銑削、鉆孔等加工工序。但是大量市場(chǎng)調(diào)查卻證實(shí),其實(shí)用戶更重視對(duì)復(fù)雜零件的車(chē)削和銑削等基本功能,從而實(shí)現(xiàn)一次裝夾并縮短加工周期。也就是說(shuō),一些非常特殊的加工工藝并非是廣大客戶最重視的性能。所以,森精機(jī)以最大限度地提高復(fù)合機(jī)床的車(chē)削能力銑削能力為出發(fā)點(diǎn),開(kāi)發(fā)了車(chē)床和加工中心完全融合的新一代復(fù)合加工機(jī)。

圖1 機(jī)床的外形圖(NT4200DCG)
圖1是新開(kāi)發(fā)的復(fù)合機(jī)床(NT4200DCG)的外觀圖,圖2是其的結(jié)構(gòu)模型。可以看出該機(jī)床是具有多軸(X、Y、Z、B、C)運(yùn)動(dòng)的機(jī)床。兩個(gè)車(chē)削主軸,一個(gè)刀架,銑削工具主軸配有自動(dòng)換刀裝置。
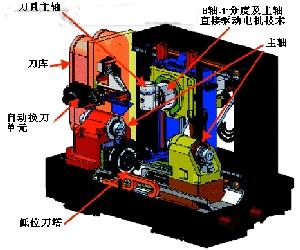
圖2 機(jī)床的基本構(gòu)造
從圖3可以看到,為了實(shí)現(xiàn)具有和同類(lèi)型車(chē)床和加工中心同樣的加工能力,車(chē)削方面選用水平床身,主副車(chē)削主軸和刀夾被安在同一平面上從而減少由床身熱變形引起的加工誤差。床身的支撐點(diǎn)均勻地分布在兩側(cè),這樣當(dāng)切削力施加于床身時(shí),其與過(guò)去的機(jī)床(圖3左圖)相比就有更好的穩(wěn)定性。主軸與刀架之間的熱變形引起的位移是車(chē)削零部件外徑、內(nèi)徑加工精度的主要影響因素,該機(jī)床結(jié)構(gòu)上的對(duì)稱(chēng)性使得床身和刀架都具有很好的熱穩(wěn)定性。該機(jī)床銑削方面采用臥式加工中心的主軸,機(jī)身采用箱中箱結(jié)構(gòu)以及雙絲杠驅(qū)動(dòng)以減少移動(dòng)物質(zhì)量,從而提高運(yùn)動(dòng)速度并且改善機(jī)床動(dòng)態(tài)特性。
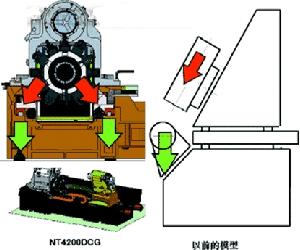
圖3 車(chē)削主軸和刀架的布置
主軸沖頭采用8角型結(jié)構(gòu)(見(jiàn)圖4),機(jī)床導(dǎo)軌的布置呈V型形狀,這樣可以保證這個(gè)部件具有足夠的剛度。
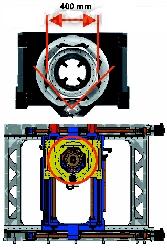
圖4 床身結(jié)構(gòu)圖
工具主軸可以對(duì)應(yīng)Big Plus、HSK、KM、CAPTO這4種不同的刀桿形式(圖5),這樣就給用戶更多的自由度來(lái)選擇不同的刀具。
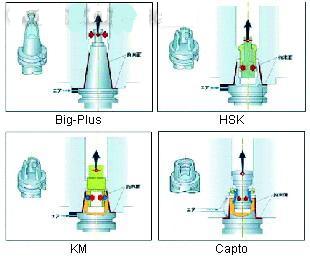
圖5 刀桿的界面形式
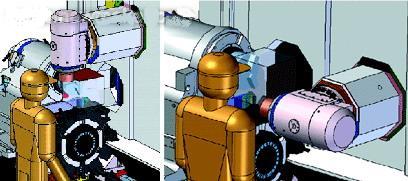
圖6 加工區(qū)域的擴(kuò)大(Y-Z平面和X-Z平面)
NT4200DCG機(jī)床的主要規(guī)格
 #p#分頁(yè)標(biāo)題#e#
#p#分頁(yè)標(biāo)題#e#
機(jī)床的主要特長(zhǎng)
1) 該復(fù)合加工機(jī)床具有和加工中心相匹敵的行程,C軸無(wú)需旋轉(zhuǎn)即可以加工間隔為250mm的孔。這樣就減少一個(gè)軸的旋轉(zhuǎn)運(yùn)動(dòng),可以取得很高的加工精度。
2) 主軸最高回轉(zhuǎn)速度12000r/min,工具主軸最高回轉(zhuǎn)速度100r/min,具有加工中心的銑削能力。
3) 工具交換時(shí)間采用高速自動(dòng)工具換刀結(jié)構(gòu),減少非加工時(shí)間,其與過(guò)去的機(jī)床相比,加工時(shí)間減少一半。
4) B軸采用直接驅(qū)動(dòng)電機(jī),旋轉(zhuǎn)速度可達(dá)到100r/min。可以進(jìn)行以1°為單位的分度回轉(zhuǎn)。它和一般的蝸桿渦輪驅(qū)動(dòng)設(shè)計(jì)相比,其零部件的數(shù)量有很大程度的減少,所以可靠性有很大的提高。它也可以進(jìn)行0.0001°度單位的任意角度的回轉(zhuǎn)。由于采用直接電機(jī)驅(qū)動(dòng)技術(shù),不會(huì)發(fā)生傳動(dòng)系統(tǒng)滯后。它完全可以實(shí)現(xiàn)5軸聯(lián)動(dòng)來(lái)加工復(fù)雜部件。
5) 機(jī)床最高加速度為:X軸0.8g、Y軸0.4g、Z軸0.6g。采用重心驅(qū)動(dòng)結(jié)構(gòu),機(jī)床的振動(dòng)得到有效抑制,非切削時(shí)間縮短,生產(chǎn)能力得到提高。
6) 該機(jī)床設(shè)計(jì)具有熱變形最小的新熱對(duì)稱(chēng)結(jié)構(gòu),并且其電控柜,主軸冷卻油溫度控制器的熱源和床身實(shí)行隔離,減少它們對(duì)床身的熱影響。
7) 復(fù)合加工機(jī)床具有的直線和回轉(zhuǎn)軸的數(shù)量多,熱源的數(shù)量也同樣增加,所以設(shè)計(jì)時(shí)有對(duì)驅(qū)動(dòng)絲杠實(shí)行冷卻的專(zhuān)門(mén)措施,電機(jī)機(jī)座也有獨(dú)立冷卻措施。
8) 該機(jī)床具有實(shí)時(shí)干涉預(yù)測(cè)和防錯(cuò)的操作系統(tǒng)的裝備。復(fù)合加工機(jī)床功能多,運(yùn)動(dòng)機(jī)構(gòu)也復(fù)雜,操作錯(cuò)誤或程序錯(cuò)誤都會(huì)引起的機(jī)床碰撞。由于有了新開(kāi)發(fā)的機(jī)床裝備實(shí)時(shí)機(jī)械運(yùn)動(dòng)監(jiān)視系統(tǒng),它可以有效地防止機(jī)床碰撞的發(fā)生。
加工實(shí)例介紹

汽車(chē)發(fā)動(dòng)機(jī)氣缸頭(圖7)

飛機(jī)發(fā)動(dòng)機(jī)渦輪(圖8)
該案例采用5軸聯(lián)動(dòng)加工,材料是直徑150mm長(zhǎng)150mm的合金棒材,主軸回轉(zhuǎn)速度12000r/min。工具是半徑6mm的球頭刀。

飛機(jī)發(fā)動(dòng)機(jī)葉片(圖9)
該案例運(yùn)用4軸聯(lián)動(dòng)控制,工件的中心通過(guò)兩主軸支撐,被加工材料是鋁合金,所用刀具是半徑為6mm的球頭刀。加工條件是:主軸回轉(zhuǎn)速度4000r/min,B軸的回轉(zhuǎn)速度100r/min。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF